
淄博漢龍機械有限公司
Hanlong Saw Machinery Co., Ltd.
-

-
全國咨詢熱線
15288940600

產(chǎn)品中心
鋸切服務(wù)首選我們
-

-
全國咨詢熱線
0533-5333776

-
產(chǎn)品詳情
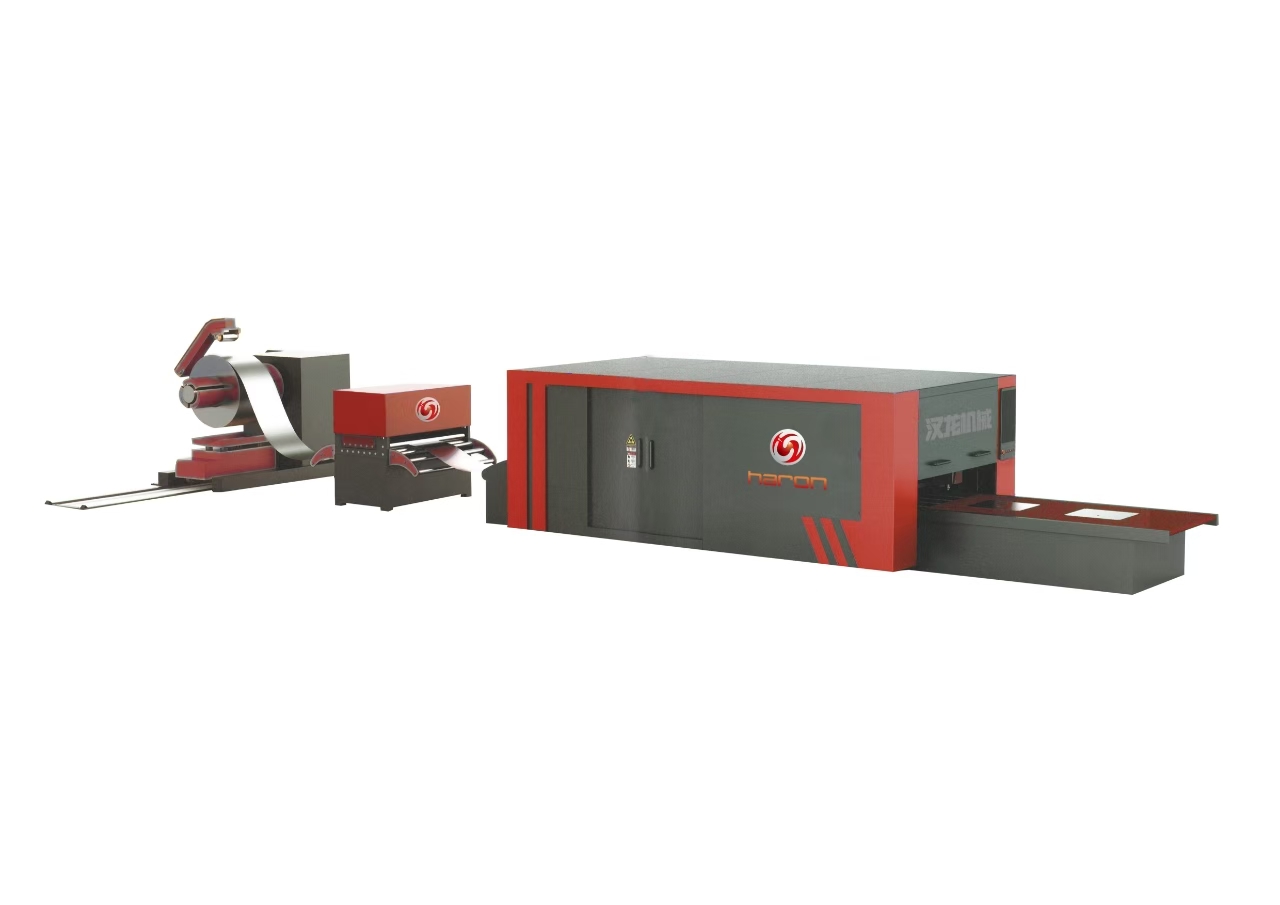
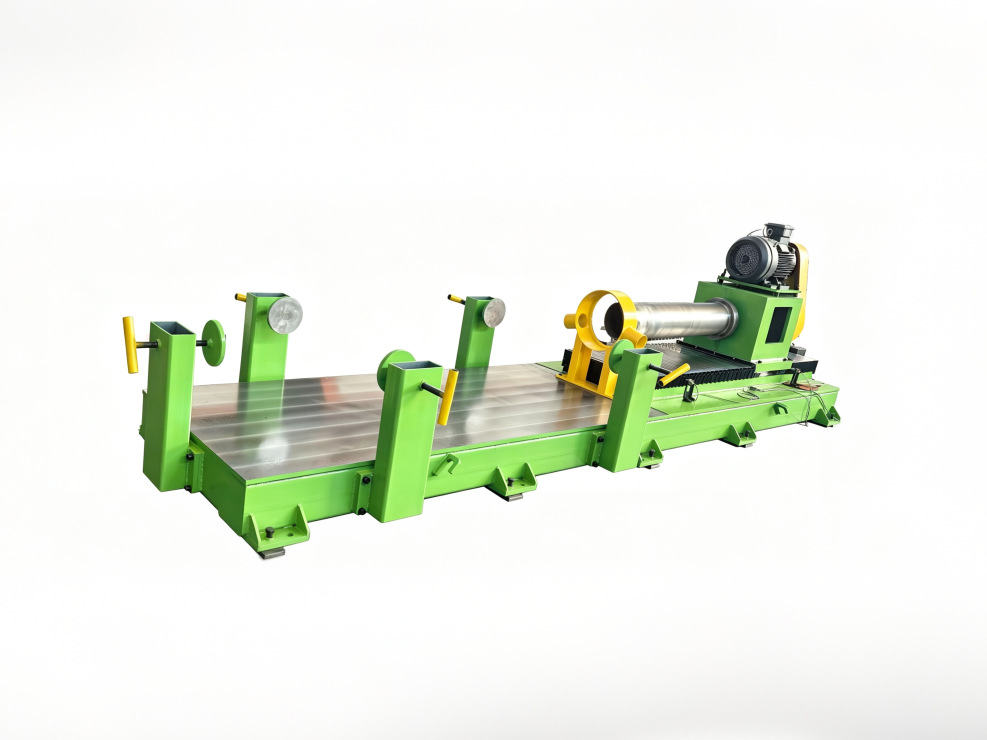
本生產(chǎn)線集成放卷、上料、矯平、激光切割等工序,實現(xiàn)卷料自動化連續(xù)加工。
設(shè)備由放卷機、上料小車、校平機及激光切割主機組成,卷料經(jīng)放卷輸送、精密矯平后,直接進(jìn)入激光切割工位,一次性完成從卷材到成品件的加工。
生產(chǎn)線運行穩(wěn)定、精度可靠,省去中間轉(zhuǎn)運環(huán)節(jié),大幅提升加工效率與板材利用率,適用于金屬板材自動化加工場景。

一、 設(shè)備環(huán)境條件
1、工作電源:380V±10% , 50HZ±10%的三相交流電;
2、環(huán)境溫度:-5~45攝氏度;
3、相對濕度:小于80%。
4、機組方向:從右至左
5、設(shè)備總功率:約15Kw
二、 適用材料規(guī)格
1、 整平材質(zhì):冷軋鋼板、鍍鋅卷板、不銹鋼等
2、 材料厚度:0.8-3.0mm(鍍鋅板)0.5-2.0mm(不銹鋼)
3、 材料寬度:1000-1600
4、 材料內(nèi)徑:Φ480mm-Φ510(加裝擴口膠圈可到Φ610)
5、 材料重量:10000kg(Max)
三、 設(shè)備規(guī)格與參數(shù)
型號 項 配置功能 | NCMB-1600 | |
矯平機 | 料寬度 (mm) | 1000~1550 |
料厚度 (mm) | 0.5-2.0(不銹鋼) | |
送料速度(m/min) | 0~20(可調(diào)) | |
送料方向 | 從右到左 | |
出料高度:(mm) | 830 | |
電源電壓 | AC380V 50HZ三相 | |
伺服電機 | 7.5KW | |
矯平輥 | ¢80 上7/下8 四重 GCr15 | |
支撐輥 | ¢80上下各3排GCr15 | |
送料輥 | 1組 上包PU膠,下40Cr | |
矯平輥硬度 | 58-62° | |
送料精度 (mm) | ±1mm | |
整平精度 (mm/m2) | ≤±2 | |
進(jìn)料輥 | 氣壓式開合 | |
矯正調(diào)節(jié) | 精密蝸輪調(diào)整上下間隙 | |
伺服馬達(dá) (kw) | 7.5 | |
傳動方式 | 減速機+齒輪 | |
上料小車
| 結(jié)構(gòu)型式 | 4柱型直動式 |
移動方式 | 電機+減速機傳動 | |
升降托架 | V型 | |
移動速度(m/min) | 3m/min | |
承載能力(kg) | 10000 | |
上升行程(mm) | 300 | |
放卷機 | 最大料重 (kg) | 10000 |
卷料內(nèi)徑 (mm) | Φ480~Φ510(擴口膠圈可到610) | |
卷料外徑 (mm) | 最大Φ1350 | |
擴張方式 | 液壓式 | |
主軸制動方式 | 碟式氣動制動器 | |
料架旋轉(zhuǎn)動力 | 4KW三相異步電動機與減速機 | |
壓料輪動力方式 | 無動力,與卷料隨動 | |
壓料輪 | 表面包PU膠 | |
壓料臂 | 氣動式 | |
開卷方向 | 上開卷 | |
開卷速度調(diào)節(jié) | 變頻器 | |
支撐方式 | 側(cè)支撐臂 | |
液壓系統(tǒng) | 油箱 | 40L |
馬達(dá)功率(Kw) | 2.2 | |
液壓壓力(MPa) | 7~14 | |
激光切割機 | 形式 | 龍門式光纖激光切割機 |
X軸行程 | 3000mm | |
Y軸行程 | 1500mm | |
Z軸行程 | 100mm | |
X/Y軸定位精度 | ±0.05mm/m | |
X/Y軸重復(fù)定位精度 | ±0.03mm | |
X/Y軸最大加速度 | 1.2G | |
X/Y單軸最大定位速度 | 80m/min | |
激光輸出功率 | 3kw | |
四、標(biāo)準(zhǔn)功能結(jié)構(gòu)與選購配置表
序號 | 專案 | 說明 | “√”為標(biāo)準(zhǔn)配置 |
1 | 光電料弧控制方式 | 有 | “√” |
2 | 卷料液壓擴張方式 | 有 | “√” |
3 | 壓料臂裝置 | 有 | “√” |
4 | 托料裝置 | 有 | “√” |
5 | 上料小車 | 有 | “√” |
7 | 放卷變頻調(diào)速 | 有 | “√” |
8 | 碟式氣動制動器 | 有 | “√” |
9 | 整平機入料裝置 | 有 | “√” |
10 | 入料上滾輪包膠處理 | 有 | “√” |
五、主要電氣元件及動力傳動件標(biāo)準(zhǔn)配置表
序號 | 名稱 | 產(chǎn)地 |
1 | 光電料弧控制系統(tǒng) | 日本歐姆龍 |
2 | 料架變頻器 | 深圳臺達(dá) |
3 | 料架減速機 | 浙江匯鑫 |
4 | 軸承 | 哈爾濱 |
5 | 三相異步電動機 | 山東申利 |
6 | 斷路器 | 正泰電器 |
7 | 接觸器 | 正泰電器 |
8 | 控制按鈕 | 浙江高橋 |
9 | 繼電器 | 正泰電器 |
10 | 輔助氣缸及氣動元件 | 國內(nèi)知名品牌 |
11 | 液壓缸及液壓元件 | 浙江液匯 |
12 | 主電機 | 匯川 |
(2)激光切割機
采用龍門式結(jié)構(gòu)、焊接床身和壓鑄橫梁,具有較高的剛性、穩(wěn)定性、抗震性。
以精密直線導(dǎo)軌和齒輪齒條作為傳動元件, 精度高、速度快, 最大運行速度(空載)80m/min, 定
位精度±0.05mm/m, 重復(fù)定位精度±0.03mm。
系統(tǒng)采用柏楚控制系統(tǒng), 功能強大, 能滿足各種板材的加工。其 AC 伺服電機慣量小,動態(tài)性能好。
伺服電機通過減速機傳遞到傳動軸上, 有效地保證了傳動精度的可靠性。
采用3KW 創(chuàng)鑫光纖激光器、 柏楚激光頭,輸出效率高,運行可靠,壽命長。
配有自動編程、自動套料軟件,方便在生產(chǎn)中制圖、編程,并最大限度地節(jié)約原材料。該軟件能通過網(wǎng)線接口直接與數(shù)控系統(tǒng)通訊,實現(xiàn)對激光切割過程的遠(yuǎn)程交 流和監(jiān)控。
切割廢料由漏斗掉入廢料車?yán)铮奖悴僮髡叨ㄆ谇謇怼?/span>
X 軸、 Y 軸齒條及導(dǎo)軌用側(cè)板和防護(hù)皮腔保護(hù),避免粉塵對機床直線導(dǎo)軌和齒條的污染, 延長了機器的使用壽命;X 軸、Y 軸齒輪齒條配有集中潤滑裝置,能定期向齒輪齒條提供潤滑油;X 軸、Y 軸直線導(dǎo)軌座上有加注潤滑油的油嘴,可以定期加注潤滑油。
Z 軸裝置通過電容式傳感器來控制Z 軸電機驅(qū)動切割頭上下運動, 使切割時激光焦距(噴 嘴)相
對切割板材距離保持不變,保證了切割的質(zhì)量;同時,可以根據(jù)切割板材的材質(zhì)和厚度,上下調(diào)節(jié)焦
點的位置,保證切割質(zhì)量。
X 軸、Y 軸、Z 軸運動均采用限位開關(guān)控制行程, 同時各軸極限位置采用彈性緩沖墊保護(hù), 有
效地保證了運動的安全性。
氣路元件全部采用進(jìn)口元器件,設(shè)計先進(jìn)可靠,可同時裝有三種不同的切割氣體且可以 自由選擇,
整個氣路系統(tǒng)采用耐高壓設(shè)計, 在切割不銹鋼板時, 氮氣壓力可達(dá) 2.5Mpa,保證 了系統(tǒng)的穩(wěn)定性、
提高了切割機的可靠性和保證了切割面的表面質(zhì)量。用戶可以自配吸塵吸附裝置,可將煙氣及粉塵吸
出切割區(qū)域。
冬季為保證設(shè)備正常運行,冷水機循環(huán)水必須采用防凍液, 全天冷水機組不能關(guān)機。
主要部件配置描述
1)主要電器配置
序號 | 名稱 | 品牌 | 備注 |
1. | 激光器 | 創(chuàng)鑫3kw | 一套 |
2. | 激光頭 | 創(chuàng)鑫 | 一個 |
3. | 系統(tǒng) | 博楚總線 | 一套 |
4. | 伺服電機 | 匯川總線 | 六臺 |
5. | 低壓電器 | 正泰 | 一套 |
6. | 中間繼電器 | 正泰 | 一套 |
7. | 減速機 | 莫多利/新寶 | 三臺 |
8. | 伺服驅(qū)動器 | 匯川 | 六臺 |
2)機械配置
序號 | 名稱 | 品牌 | 備注 |
1. | 結(jié)構(gòu)鋼材 | 國標(biāo)鋼材 | 一批 |
2. | 減速機 | 匯鑫/午馬 | 三臺 |
3. | 直線導(dǎo)軌 | 上銀/鼎漢/亞德客 | 一批 |
4. | 齒輪齒條 | YYC或同檔次 | 一批 |
5. | 軸承 | 哈、瓦、羅 | 一套 |
6. | 液壓電機 | 液匯 | 一臺 |
7. | 電磁閥 | 油研 | 一套 |
8. | 油缸 | 液匯 | 兩支 |
9. | 氣動元件 | 亞德客 | 一批 |




電話:15288940600
技術(shù)咨詢電話:15288940600、 13515332906
郵箱:junefeng11@gmail.com
公司地址:山東省淄博市淄川區(qū)雙鳳工業(yè)園區(qū)
版權(quán)所有: 淄博漢龍機械有限公司. 備案號: 魯ICP14024888-1號
 15288940600
15288940600  二維碼
二維碼 淄博漢龍機械有限公司是專業(yè)生產(chǎn)CNC數(shù)控高速金屬圓鋸機、切鋁鋸、石墨鋸、帶鋸床的企業(yè)
備案號:魯ICP備14024888號 | 網(wǎng)站地圖 XML地圖